October 16, 2014
Welded contacts between a battery's individual cells are cheaper and more reliable than screw-on contacts or bimetallic busbars. However, welding surge arrester contacts made of aluminum and copper is technologically demanding, because the resulting weld seam becomes more brittle the more the two differing metals mix. This often happens with conventional laser welding.
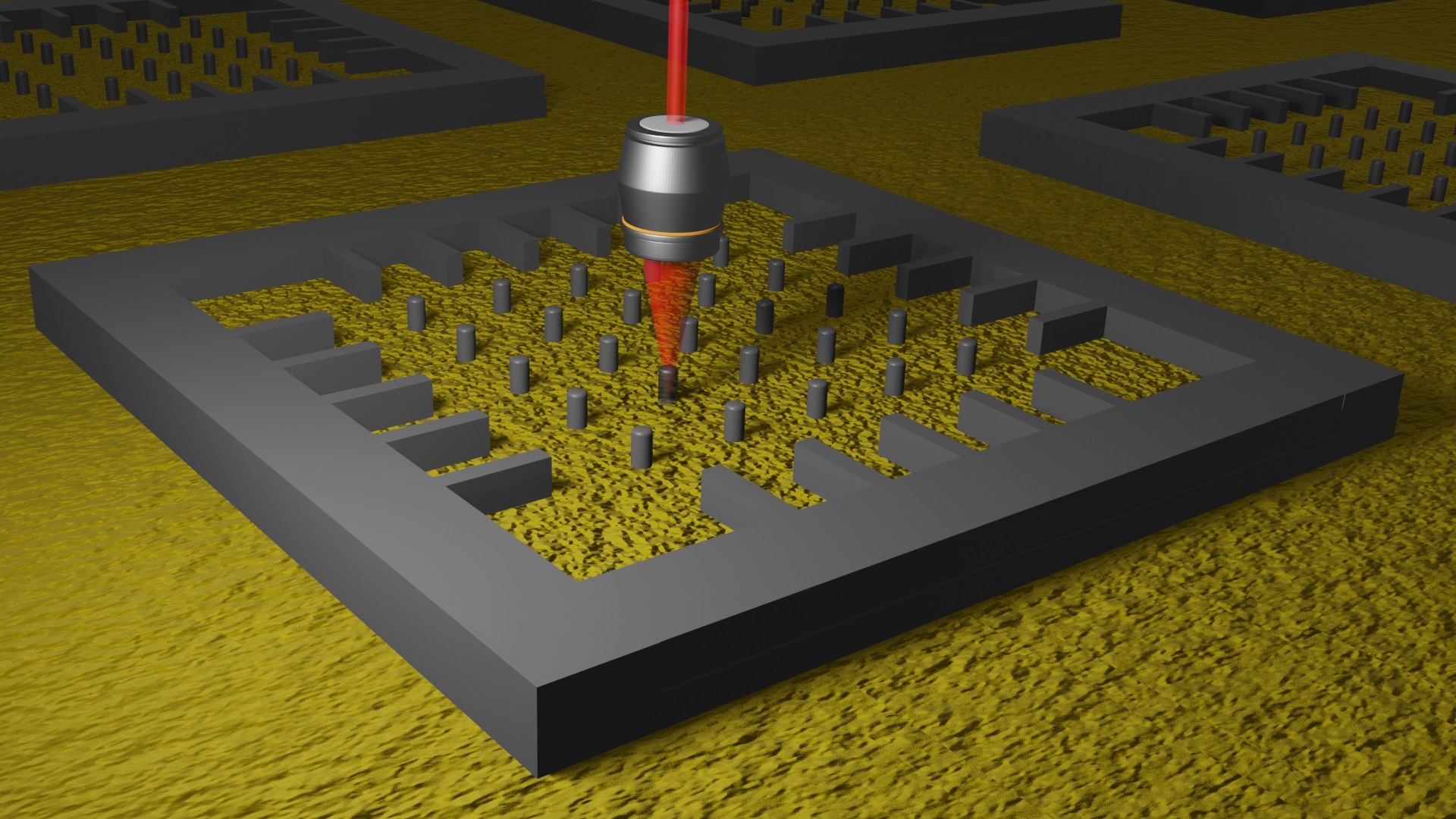
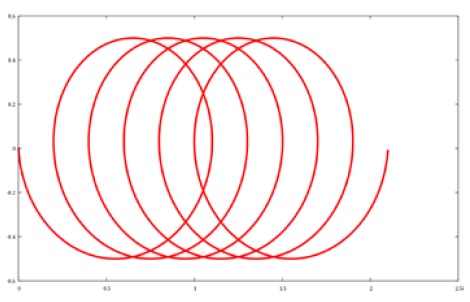
Therefore, Manz has developed a new welding process for industry. It almost completely stops the molten metal from mixing by laser welding in the overlap using high-frequency local modulation, or "wobbling" for short. With wobbling, the depth and width of weld seams are configured in the micrometer range independently of each other. An automatic calibration method Manz has developed for the two-axis scanner system allows wobble frequency up to 4 kHz in continuous operation with constant welding depth to the micrometer and reduced material blemishes at the same time.
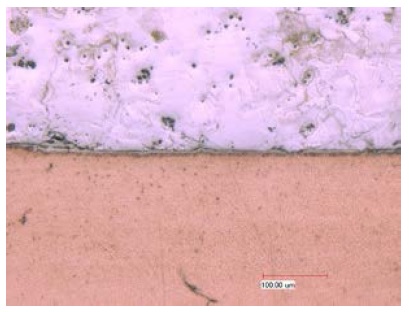
Copper and aluminum welded perfectly with Manz's new wobble technology: No mixture of the materials, and barely any material blemishes.
Seams produced this way have very high resistance without brittle inter-metallic phases. The connection's cross-section can range from a few tenths of a millimeter to a square millimeter for each millimeter of seam length, even with a low sheet thickness. The newly developed high-frequency modulated overlap welding method also has a beam source with up to 80 percent lower power output. This significantly lowers the cost of the laser system technology.
More information at: